Контактная сеть
Конта'ктная сеть, система устройств, предназначенных для передачи электрической энергии от электрических станций через тяговые подстанции электровозам, моторным вагонам, трамваям или троллейбусам. Передача электрической энергии осуществляется через скользящий контакт между контактным проводом или контактным рельсом и токосъёмником (токоприёмником) подвижного состава. Контактный провод располагается, как правило, над рельсовым путём или вдоль трассы безрельсового транспорта, а рельс — на уровне ходовых частей подвижного состава. Контактный провод прикрепляют к поддерживающим конструкциям — обычно к опорам контактной сети, реже к стенам домов и др. строениям (трамвайные и троллейбусные сети) при помощи гибких элементов (тросов и проволок), располагаемых вдоль контактного провода (цепные контактные подвески) или поперёк него (простые контактные подвески). Опоры К. с. могут быть железобетонными, стальными и деревянными. Крепление контактных подвесок к опорам осуществляют с помощью арматуры и изоляторов .
Для надёжной работы и удобства обслуживания К. с. делят на секции. В отдельные секции выделяют перегоны и промежуточные станции, а на крупных станциях — группы электрифицированных путей. При ремонте, требующем снятия напряжения, отключают только одну секцию, не нарушая питания электроэнергией др. участков. Ж.-д. опоры К. с. используют также для подвески проводов, по которым подаётся электроэнергия к линейным ж.-д. потребителям, а также для размещения др. проводов, например телеуправления тяговыми подстанциями, всевозможными переключающими устройствами в схеме секционирования и др.
Лит.: Власов И. И., Марквардт К. Г., Контактная сеть, 2 изд., М., 1961; Фрайфельд А. В., Марков А. С., Тюрнин Г. А., Устройство, монтаж и эксплуатация контактной сети, 2 изд., М., 1967; Беляев И. А., Взаимодействие токоприёмника и контактной сети при высоких скоростях движения, М., 1968.
К. Г. Марквардт.
Контактная электросварка
Конта'ктная электросва'рка, способ сварки металлов, при котором детали нагреваются проходящим в месте контакта электрическим током и сдавливаются (осаживаются). В зависимости от метода нагрева различают К. э. сопротивлением и оплавлением. При К. э. сопротивлением соединение образуется в результате плавления, плотного сжатия деталей и кристаллизации металла в виде литого ядра. При К. э. оплавлением детали лишь соприкасаются, но благодаря большой плотности тока в местах контакта деталей металл быстро нагревается, превращается в жидкие перемычки, которые растекаются, образуя на поверхности тонкий слой жидкого металла. При осаживании находящийся в пластическом состоянии металл удаляется, сварное соединение образуется по всей плоскости касания.
К. э. осуществляют на контактных сварочных машинах. Сварочный трансформатор машины понижает напряжение сети до 1—15 в. Для сжатия деталей и подвода тока силой 1—200 ка служат электроды из сплавов меди. Мощность машин 0,5—500 ква. Усилие сжатия 0,01—100 кн (1—10000 кгс ) создаётся пневмогидроприводом или рычажно-пружинным механизмом. Ток длительностью от 0,01 до 10 сек включается контакторами с электронным управлением. Выпускают стационарные, передвижные и подвесные контактные машины, универсальные и специализированные.
По виду сварного соединения различают К. э.: точечную, рельефную (разновидность точечной), шовную (роликовую) и стыковую. Наиболее распространена точечная сварка (рис., б ), позволяющая осуществлять до 600 соединений в 1 мин; применяется как для соединения тончайших деталей (до 0,02 мкм ) электронных приборов, так и для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолёто- и судостроении, в с.-х. машиностроении и др. отраслях. Рельефной сваркой соединяют детали по предварительно образованным на них выступам. Одновременно можно производить сварку в точках либо получать непрерывный шов по кольцевому рельефу. При шовной сварке образуется непрерывный плотный шов, в котором сварные точки частично перекрывают одна другую. Электродами служат ролики, вращаемые электроприводом, осуществляющие не только сжатие деталей, но и подвод тока и перемещение изделия. Шовную сварку применяют при изготовлении баков для бензина, труб, сосудов, работающих под давлением, и др. изделий. Стыковую сварку применяют для соединения проволок, стержней, полос, а также деталей из разнородных металлов; для соединения рельсов и газопроводных труб, колёс автомобилей и различных деталей сложного профиля из высокопрочных сталей и алюминиевых сплавов. Применение стыковой К. э. обеспечивает непрерывность многих процессов, например проката металла. Свариваемые сечения 10—100000 мм2 .
К. э. — высокопроизводительный, легко автоматизируемый процесс соединения металлов, эффективный в массовом и крупносерийном производстве.
Лит.: Хренов К. К., Сварка, резка и пайка металлов, 4 изд., М., 1973
К. К. Хренов.
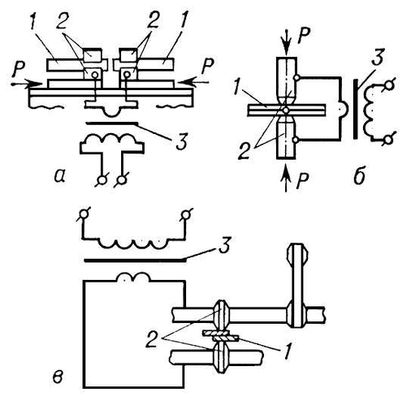
Схема контактной сварки: а — стыковой; б — точечной; в — шовной; 1 — свариваемое изделие; 2 — электроды; 3 — трансформатор; Р — усилие сжатия.
Контактное копирование
Конта'ктное копи'рование, контактная печать, способ изготовления копий документов, иллюстраций и т. п., при котором изображение переносится на копию при непосредственном контакте с оригиналом. См. Фотокопирование , Светокопирование , Термокопирование .
Контактное преобразование
Конта'ктное преобразова'ние, преобразование кривых на плоскости (или поверхностей в пространстве), при котором касающиеся кривые (или поверхности) преобразуются в касающиеся же кривые (или поверхности). Подробнее см. Прикосновения преобразование .
Контактные линзы
Конта'ктные ли'нзы, линзы, заменяющие очки и накладываемые непосредственно на глазное яблоко. Изготовляют из пластмассы. Применяют К. л. с косметической целью, по профессиональным (артисты, спортсмены, шахтёры и др.) и оптическим (высокая близорукость , односторонняя афакия и пр.) показаниям, Основной недостаток К. л. — раздражение глаз при длительном их ношении.